



Metal Resin 3D Printing is an added substance fabricating prepare utilized to construct metal parts straightforwardly from a advanced show. This outline clarifies how specific laser dissolving (SLM) and coordinate metal laser sintering (DMLS) work, and how these forms relate to the key benefits and confinements for designed components.
Table of Contents:
What is Metal 3D Printing? The Differences Between SLM and DMLS
Selective laser melting (SLM) and direct metal laser sintering (DMLS) are metal added substance fabricating forms in the powder bed combination family. Both utilize a laser to filter and specifically combine or liquefy metal powder particles, building a portion layer by layer. In both cases, the materials are granular metal powders.
The contrasts between SLM and DMLS relate to how particles bond. SLM employments metal powders with a single softening temperature and completely dissolves the particles. DMLS employments powders composed of materials with distinctive softening focuses that intertwine at raised temperatures on a atomic level. In hone, SLM regularly produces parts from a single metal, whereas DMLS produces parts from metal amalgams.
Both SLM and DMLS are utilized in industrial applications to make end-use building components. In this direct,3D Printing Metal Service Provider Malaysia alludes to both forms and clarifies the essential components engineers require to get it the benefits and impediments of the innovation.
Other added substance forms can create thick metal parts, such as electron bar softening (EBM) and ultrasonic added substance fabricating (UAM). Their accessibility and applications are restricted, so they are not secured here.
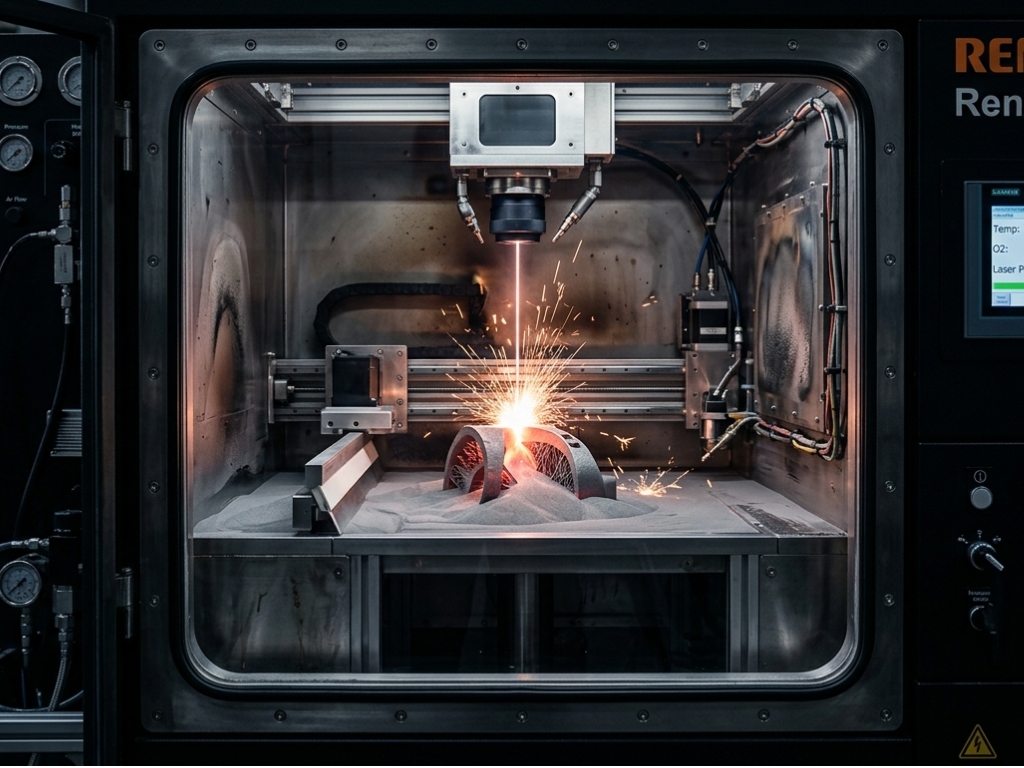
How does Metal 3D Printing Work?
The creation prepare is comparable for both SLM and DMLS. The construct chamber is cleansed with idle gas, such as argon, to minimize oxidation and is warmed to the target construct temperature. A lean layer of metal powder is spread over the construct stage. A tall control laser filters the cross segment of the component, dissolving or melding the powder to shape a strong layer. The full cross segment is filtered to construct a completely strong portion.
After each filter, the construct stage brings down by one layer thickness and the recoater spreads a modern layer of powder. The prepare rehashes until the portion is total.
When the construct wraps up, parts are completely encompassed by free powder. Not at all like polymer powder bed combination (such as SLS printing or MJF), the parts are connected to the construct plate with bolster structures made from the same metal. Bolster is required to control twisting and mutilation caused by tall preparing temperatures.
After the construct cools to room temperature, overabundance powder is evacuated. Parts are regularly warm treated on the construct plate to diminish leftover stretch. Components are at that point segregated from the plate by cutting, machining, or wire EDM and are prepared for utilize or assist post handling.
What are the Characteristics of Metal 3D Printing? Get to know SLM & DMLS
SLM & DMLS printer parameters
In SLM and DMLS, most prepare parameters are characterized by the machine producer. Layer tallness ordinarily ranges from 20 to 50 microns and depends on powder properties such as flowability, molecule estimate dispersion, and molecule shape.
A common construct measure for metal frameworks is 250 x 150 x 150 mm, with bigger stages accessible up to 500 x 280 x 360 mm. Dimensional precision is around ±0.1 mm. Metal printers bolster little clump fabricating. Their throughput is closer to the bunch capabilities of FDM or SLA than SLS since parts must be connected to the construct plate, which confines the usable region in the XY heading.
Powder reuse rates are tall. More often than not less than 5% is squandered. After each construct, unused powder is collected, sieved, and recharged with new fabric to reach the required level for the another work. Most squander comes from back structures. Underpins are fundamental for effective builds but can increment fabric utilization and generally taken a toll.
Layer Adhesion
SLM and DMLS metal parts appear close isotropic mechanical and warm properties. As-printed porosity is ordinarily 0.2 to 0.5 percent and is diminished to close zero after warm handling.
Metal 3D printed parts frequently display higher quality and hardness, and in a few cases more noteworthy adaptability, than parts made with conventional strategies. They are, be that as it may, more helpless to weakness.
For case, compare the mechanical properties of AlSi10Mg printed on EOS frameworks with the A360 pass on cast combination. These materials have comparable chemistries with tall silicon and magnesium substance. The printed parts appear predominant mechanical properties and higher hardness compared to the cast partner.
Support Structures & Portion Orientation
Support structures are required in metal powder bed combination due to the tall handling temperature and are regularly built in a cross section design.
Support Structures in Metal 3D Printing Serve three Capacities:
- Provide a stage for the following layer.
- Anchor the portion to the construct plate to restrain distorting.
- Act as warm sinks to draw warm from the portion and control cooling.
Parts are regularly arranged at an point to diminish twisting and adjust quality in basic bearings.This increments the sum of back, construct time, fabric squander, and add up to fetched.
Warping can moreover be decreased with randomized check designs. This procedure limits leftover push buildup in any course and produces a characteristic surface surface. Given the tall taken a toll of metal printing, recreations are utilized to anticipate portion behavior amid preparing. Topology optimization is utilized to progress mechanical execution, diminish back prerequisites, and lower the hazard of distorting.
Hollow Segments & Lightweight Structures
Unlike polymer powder bed combination forms such as SLS, expansive empty areas are unprecedented in metal printing since inner back structures cannot be evacuated effortlessly.
For inside channels bigger than Ø 8 mm, precious stone or tear drop cross areas are favored over circular ones, as they do not require inner underpins. More plan rules on SLM and DMLS can be found in this article.
As an elective to empty segments, parts can be outlined with skin and centers. These districts are prepared with distinctive laser control and filter speeds, coming about in particular fabric properties. This approach is valuable for expansive strong areas, as it decreases print time and the probability of distorting whereas conveying tall steadiness and great surface quality.
Lattice structures are too broadly utilized to diminish weight. Topology optimization can help in creating lightweight shapes.
What are the Common Materials for 3D Metal Printing?
SLM and DMLS can deliver parts from a wide run of metals and metal amalgams, counting aluminum, stainless steel, titanium, cobalt chrome, and Inconel. These materials cover most mechanical applications, from aviation to therapeutic. Valuable metals such as gold, platinum, palladium, and silver can moreover be prepared, essentially for adornments.
Metal powder is costly. For illustration, stainless steel 316L powder regularly costs approximately $350 to $450 per kilogram. Minimizing portion volume and bolster prerequisites makes a difference control fetched.
A key quality of metal 3D printing is compatibility with tall quality materials, counting nickel and cobalt chrome superalloys that are troublesome to handle with conventional strategies. Fetched and time can be decreased by printing a close net shape and at that point post preparing to accomplish the required surface wrap up.
Materials & Key Properties
- Aluminium Alloys
- Good mechanical and warm properties
- Low density
- Good electrical conductivity
- Low hardness
- Stainless Steel & Device Steel
- High wear resistance
- Great hardness
- Good ductility and weldability
- Titanium Alloys
- Excellent erosion resistance
- High strength-to-weight ratio
- Low warm expansion
- Biocompatible
- Cobalt-Chrome Superalloys
- Excellent wear and erosion resistance
- Strong execution at tall temperatures
- Very tall hardness
- Biocompatible
- Nickel Superalloys (Inconel)
- Excellent mechanical properties
- High erosion resistance
- Resistant to temperatures up to 1200°C
- Suitable for extraordinary environments
- Precious Metals
- Commonly utilized in gems making
- Limited availability
Post-Processing Strategies for Metal 3D Printing
Post-processing for metal 3D printing progresses mechanical properties, dimensional exactness, and surface wrap up of SLM and DMLS parts utilized in designing applications.
Required steps incorporate evacuating free powder and back structures. Warm treatment, such as warm tempering, is commonly connected to diminish leftover stresses and upgrade mechanical execution.
CNC machining is utilized for dimension-critical highlights, such as gaps and strings, to meet tight resistances. Media impacting, metal plating, cleaning, and miniaturized scale machining move forward surface quality and can increment weariness quality.
What are the Benefits & Restrictions of Metal 3D Printing?
- Metal 3D printing can deliver complex, custom parts with geometries that conventional fabricating cannot accomplish.
- Parts can be topologically optimized to make strides execution whereas decreasing weight and portion check in an get together.
- Printed parts offer great mechanical properties, and the fabric extend incorporates difficult-to-process superalloys.
- Material and fabricating costs are tall, so these forms are not appropriate for parts that can be made financially with ordinary strategies.
- Build estimate is restricted since exact handle control and steady conditions are required.
Frequently Inquired Questions
1. What can you fabricate with metal 3D printing?
Metal 3D printing is well suited to fabricating complex, custom metal components that are troublesome or fetched restrictive to deliver with customary forms.
2. Is metal 3D printing expensive?
Metal 3D printing is more costly than most added substance fabricating forms. Stainless steel 316L powder can taken a toll upwards of $450 per kilogram.
3. How do you decrease the fetched of metal 3D printing?
Cost lessening centers on utilizing less fabric and shortening construct time. The key levers are minimizing portion volume and planning to decrease or dispose of back structures where doable.
4. What is metal 3D printing commonly utilized for?
Metal 3D printing is commonly utilized for prototyping in production-grade materials and for creating useful, end-use parts. It is moreover chosen for fabricating complex geometries and for uniting different metal components into less parts inside an gathering.
5. Are back structures required for metal 3D printing?
Yes. Bolster structures are required in metal 3D printing due to the tall preparing temperature. Bolsters are ordinarily built in a grid design.
6. What are the best choices for metal 3D printing?
3D Printing Service Near Me produces complex, strong parts, but the fetched can be tall. For numerous complex geometries, 5-axis CNC machining is a solid elective for engineers sourcing generation parts.
7. Can you 3D print aluminum parts?
Yes. Aluminum is broadly utilized in Metal 3D Printing Malaysia due to its strength-to-weight proportion and solid warm properties. Common applications incorporate car, restorative, and aviation components.
8. Can you 3D print with stainless steel?
Yes. Stainless steel is utilized in SLM and DMLS to deliver complex, solid parts, counting bigger geometries for designing applications.
Conclusion
Starting with a question – what draws people to Metal 3D Printing Service Malaysia these days? Maybe it’s the way techniques such as SLM or DMLS reshape how parts come together. Thoughts often flow when engineers talk shop on real-world uses. Conversations spark best when someone shares an idea out of nowhere. Reaching out doesn’t need a big reason; curiosity counts just as much. Metal 3D Printing Company In Malaysia waits ready, though not demanding clicks.